






Hír

Összekötő rudak kovácsolása: folyamat, anyagok és gyártóválasztás
 2026.05.14
2026.05.14
 Ipari hírek
Ipari hírek
Az összekötő rúd csendesen meghibásodik – egészen addig, amíg meg nem. Ha egy rúd megreped ciklikus terhelés alatt 6000 RPM-nél, az eredmény katasztrofális. Éppen ezért a gyártási módszer nem másodlagos döntés, hanem a teljesítmény és a biztonsági specifikáció. A kovácsolás, különösen a forró préskovácsolás továbbra is a domináns folyamat a hajtórudak előállításában, amelyek túlélik a szélsőséges tehetetlenségi erőket, égési nyomásokat és fáradási ciklusokat a motor élettartama során. Ez az útmutató végigjárja az összes szakaszt – az anyagválasztástól a végső ellenőrzésig –, és lefedi, hogy a beszerzési csapatoknak mit kell értékelniük a kovácsolt hajtórudak beszerzésekor.
Miért kell az összekötő rudakat kovácsolni, nem önteni?
A hajtórúd minden motorban az egyik legnehezebb terhelés mellett működik. Minden erőlöket összenyomja a rudat; minden kipufogó és szívó löket feszültségbe húzza. Ha hozzáadja a dugattyú oldalirányú erőiből eredő hajlítási feszültségeket, a rúd teljesen fordított, nagy ciklusú kifáradási terhelést lát több százmillió cikluson keresztül.
Az öntött hajtórudakat – akár vasból, akár alumíniumból – úgy állítják elő, hogy olvadt fémet öntenek egy formába. A megszilárdulási folyamat belső porozitást, zsugorodási üregeket és véletlenszerűen orientált szemcseszerkezeteket eredményez. Ezek nem kozmetikai hibák; ezek a fáradtság kezdeti helyek. Ciklikus terhelés hatására ezekből az üregekből mikrorepedések terjednek, amíg a törés meg nem történik.
A kovácsolás kiküszöböli ezt a meghibásodási módot azáltal, hogy a rudat nyomóerővel alakítja, miközben az acél műanyag (de szilárd) állapotban van. A fém szemcseszerkezete körbefolyik az alkatrész kontúrjain, így egy folyamatos, egymáshoz igazodó mikrostruktúrát hoz létre belső üregek nélkül. Az eredmény egy olyan alkatrész, amelynek kifáradási szilárdsága, szívóssága és ütésállósága eleve jobb – nem az utófeldolgozási trükkök révén, hanem magának a kovácsolási műveletnek a metallurgiai eredményeként. Annak közvetlen összehasonlításához, amikor a kovácsolás jobban teljesít, mint a szerkezeti elemek öntése, lásd ezt az elemzést mérnöki gépalkatrészek öntése és kovácsolása .
Összekötő rudak kovácsolásához használt anyagok
Az anyagválasztás meghatározza a plafont minden olyan teljesítménymutató számára, amelyet a kész rúd elérhet. A ma használatos három fő kategória a közepes széntartalmú acél, az ötvözött acél (főleg 4340-es fokozat) és az alumíniumötvözet. Mindegyik külön helyet foglal el a teljesítmény-költség mátrixban.
| Anyag | Szakítószilárdság | Súly | Tipikus alkalmazás |
|---|---|---|---|
| Közepes szénacél (pl. 1045) | ~620-830 MPa | Szabványos | Személygépkocsik, kishaszonmotorok |
| Ötvözött acél 4340 / 4330M | ~1000–1400 MPa | Szabványos | Nagy teljesítményű motorok, nagy teherbírású dízel, motorsport |
| Alumíniumötvözet (7075-T6) | ~500-570 MPa | ~25%-kal könnyebb, mint az acél | Drag verseny, nagy fordulatszámú szívómotorok |
| Nem edzett és edzett acél (pl. 38MnVS6) | ~850–1000 MPa | Szabványos | Nagy mennyiségű autógyártás (költségoptimalizált) |
A SAE 4340 ötvözött acél – króm-nikkel-molibdén minőség – az ipari etalon az igényes alkalmazásokhoz. Mélyedzhetőségének és nagy folyáshatárának kombinációja miatt a turbófeltöltős, kompresszoros vagy nagy sűrítésű motorok számára előnyös választás. A nem edzett és edzett (NQT) acélok, mint például a 38MnVS6, egyre nagyobb teret hódítanak a tömeggyártású autóipari programokban, mivel pusztán az ellenőrzött kovácsolás utáni hűtéssel érik el a megcélzott mechanikai tulajdonságokat, kiküszöbölve a speciális hőkezelési lépést és csökkentve a gyártási költségeket. Annak tágabb kezeléséhez, hogy az anyagminőségek hogyan befolyásolják a kovácsolás eredményét, a útmutató a megfelelő kovácsolóanyag kiválasztásához ipari alkalmazásokhoz részletesen lefedi a kiválasztási kritériumokat.
A teljes összekötő rúd kovácsolási folyamat
A hajtórudak a hosszú tengelyű precíziós kovácsolások közé tartoznak. Geometriájuk – két különböző átmérőjű furatot összekötő karcsú gerenda – minden szakaszban szigorú méretszabályozást igényel. A szabványos melegkovácsolási folyamat nyolc lépésből áll.
- Kiürítés (nyírás): A rúddarabot rúdvágó vagy fűrész segítségével pontos súlyra vágják. A súlyállésóság ebben a szakaszban közvetlenül szabályozza az anyag eloszlását a szerszámüregben.
- Középfrekvenciás indukciós fűtés: A nyersdarabot az ötvözet optimális kovácsolási hőmérsékleti tartományára hevítik – az ötvözött acélok esetében jellemzően 1100–1250 °C. Az indukciós kemencék szoros hőmérséklet-egyenletességet biztosítanak, ami kritikus a konzisztens szemcsefinomításhoz. Lásd a optimális fűtési hőmérséklet-tartományok fémkovácsoláshoz az ötvözet-specifikus adatokhoz.
- Hengerkovácsolás (hasábkészítés): A fűtött tuskó áthalad egy hengeres kovácsológépen, hogy újraelosztja az anyag térfogatát a rúd hosszprofilja mentén, és olyan előformát hoz létre, amely megközelíti a rúd végső alakját, mielőtt a szerszámokba kerülne.
- Előkovácsolás és végső kovácsolás (zárt szerszám): Két egymást követő préselési művelet alakítja ki a rudat: egy előkovácsolási művelet határozza meg a durva geometriát, a precíziós szerszámkészletben lévő végső kovácsolás pedig vakuval éri el a hálóhoz közeli formát. A gyártási mennyiségtől és a szükséges tűrésektől függően forró kovácsoló préseket, elektromos csavarpréseket vagy CNC kalapácsokat használnak.
- Vágás, lyukasztás és hőkorrekció: A vakut levágják és a csavarlyukakat forró állapotban, közvetlenül a kovácsolás után kilyukasztják. A még meleg anyagú hőkorrekció megakadályozza a hűtési torzulást a rúd karcsú szárában.
- Hőkezelés: Az edzett acélok esetében a rudakat ausztenitizálják, olajjal hűtötték és temperálják, hogy elérjék a kívánt keménységet és szívósságot. Az NQT acélok ezt a lépést megkerülik a közvetlenül a kovácsműhelyből történő ellenőrzött gyorsított hűtéssel. Megértése a a melegkovácsolási és a hidegkovácsolási eljárások közötti különbségek segít tisztázni, hogy a hőtörténet miért olyan fontos a szerkezeti teljesítmény szempontjából.
- Lövés: A rudakat kis acéllövésekkel fújják be, hogy a felületi rétegben nyomómaradék feszültséget keltsenek. Ez közvetlenül ellensúlyozza a húzó-fáradási feszültségeket, és nem tekinthető megkérdőjelezhetőnek a nagy ciklusú üzemre szánt hajtórudak esetében.
- Hideg precíziós préselés, ellenőrzés és egyengetés: A végső méretkorrekciókat hidegsajtolással hajtják végre, ezt követi a mágneses részecskevizsgálat (MPI), a felület megjelenésének ellenőrzése és a súlymérés. Az összeillesztett készleteket a csomagolás előtt szűk tűréshatáron belül kiegyensúlyozzák.
Fracture Splitting: A precíziós előny a nagy végén
A hajtórúd nagy végét – a főtengelycsapon elhelyezkedő furatot – fel kell osztani egy rúdtestre és egy csapágysapkára, hogy lehetővé tegye az összeszerelést. Hagyományosan ezt az elválasztást úgy érték el, hogy lefűrészelték vagy megmunkálták a sapkát a rúdtestről, ami eltávolítja az anyagot, és méretváltozást okoz az illeszkedő felületen.
A repedéshasítás (más néven repedéshasítás vagy expanziós hasítás) ezt az anyageltávolítási lépést felváltja egy szabályozott rideg töréssel egy előre bevágott elválási vonal mentén. A nagy furatba egy horony van megmunkálva vagy kovácsolva, és egy hidraulikus tüske pontosan szabályozott hasítóerőt fejt ki. Az így létrejövő törésfelület topográfiailag egyedülálló – a mikroszerkezeti jellemzők tökéletes egymásba illeszkedő térképe. A kupak visszaszerelésekor ezek a felületek mikronnyi pontossággal hálóznak össze, így a csapágyfurat kereksége olyan kerek, amilyennek a megmunkálási elválasztás nem felel meg.
A méretpontosságon túl a töréshasítás kiküszöböli a megmunkálási ráhagyást az elválási felületen, csökkenti az anyag eltávolítását a simítás során, és lehetővé teszi a "repedés" képességét, amely a por alakú kovácsolt rudakat közvetlenül felcserélhetővé teszi precíziós préskovácsolt rudakkal a nagy volumenű simítósorokon. A technika ma már szabvány a személygépkocsik és a könnyű teherbírású dízel hajtókarok tömeggyártásában. A precíziós kovácsolási technikák pontossági előnyeiről lásd A precíziós kovácsolás előnyei a hagyományos kovácsolással szemben .
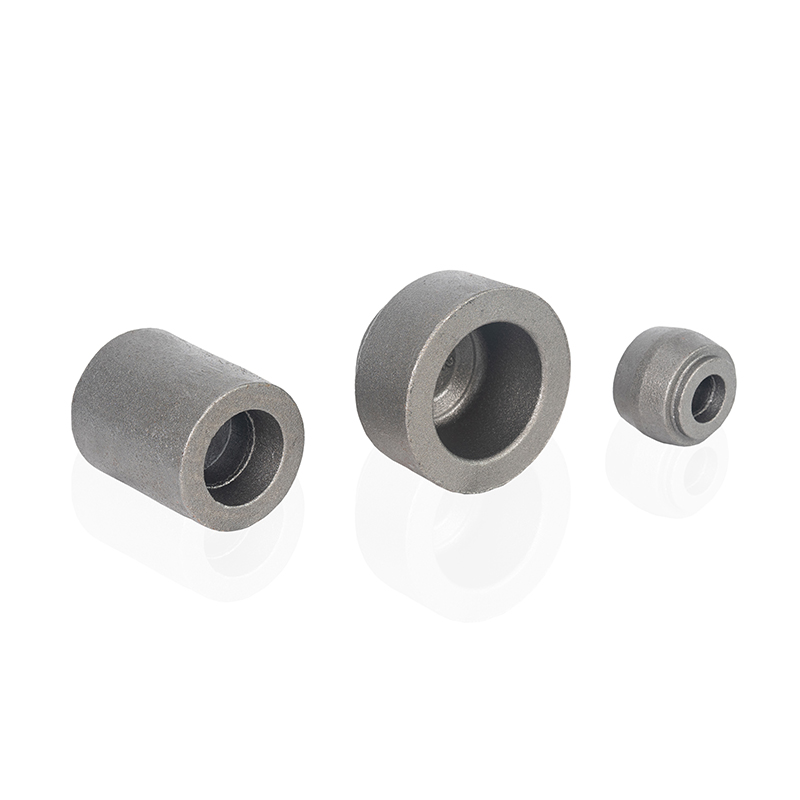
Meleg kovácsolás vs. porkovácsolás összekötő rudak számára
Az ipari méretű hajtórúdgyártásban két eljárási út dominál. A választás a gyártási mennyiségre, a méretpontossági követelményekre és a költségszerkezetre vonatkozik.
Forró kovácsolás (töréses ejtőkovácsolás) kovácsolt rúdanyagból indul ki. Nagyobb nyersanyagszilárdságot kínál – a kovácsolt 4340-es acél nagyobb szívósságot biztosít, mint az ezzel egyenértékű porkohászati minőségek –, és kiválóan alkalmas kis-közepes gyártási sorozatokhoz vagy olyan alkalmazásokhoz, amelyek csúcsteljesítményű mechanikai teljesítményt igényelnek, mint például a nagy teherbírású dízel- vagy motorsport-összekötő rudak. A szerszámberuházás jelentős, de a darabonkénti költség méretekben versenyképes.
Porkovácsolás zsugorított fémpor előformából indul ki, amelyet újramelegítenek és kovácsoló présben teljesen tömörítenek. A közel háló alakú kimenet drasztikusan csökkenti a kovácsolás utáni megmunkálási időt, és lehetővé teszi a kiegyensúlyozó kinyúlás megszüntetését a kis végén, a másodlagos forgácsolási műveleteket. A méretkonzisztencia a gyártás során elég szoros ahhoz, hogy támogassa az automatizált összeszerelést minimális válogatással. A SAE műszaki kutatása kimutatta, hogy az új, nagy szilárdságú porkovácsolt anyagok megfelelnek a következő generációs benzin- és dízelmotorok kifáradási követelményeinek, és közvetlenül versenyeznek a kovácsolt acélminőségekkel a költségérzékeny, nagy volumenű programokban. A benchmarking kutatás részletes kezeléséhez lásd a SAE műszaki papír, amely összehasonlítja a por- és ejtőkovácsolást a hajtórúdgyártáshoz .
| Kritériumok | Hot Die Kovácsolás | Porkovácsolás |
|---|---|---|
| Nyersanyag szilárdság | Magasabb (kovácsolt szemcseszerkezet) | Jó (nagy szilárdságú PM minőségek kaphatók) |
| Méretpontosság | Szorosan (precíz préssel) | Nagyon szoros (hálóhoz közeli forma) |
| Kovácsolás utáni megmunkálás | Mérsékelt | Minimális |
| Szerszámköltség | Magas | Mérsékelt-High |
| Legjobb hangerő-tartomány | Alacsonytól magasig | Magas volume (automotive OEM) |
| Fracture Split kompatibilis | Igen | Igen |
Minőség-ellenőrzési szabványok a hajtórúd-kovácsolásban
Az a hajtórúd, amely megfelel a szemrevételezésnek, de felszín alatti varratot tartalmaz, végül meghibásodik a terepen. A szigorú, roncsolásmentes vizsgálat nem kötelező – ez az a mechanizmus, amellyel a kovácsolási folyamat változásait az összeszerelés előtt észlelik.
A precíziós hajtórúd-kovácsolások szabványos minőség-ellenőrzési sorrendje a következő módszereket tartalmazza: Mágneses részecskevizsgálat (MPI) kétszer alkalmazzák – egyszer kovácsolás után (a körök, varratok és felületi repedések elfogására a szerszámmal való érintkezésből), egyszer pedig hőkezelés után (a kioltási repedések kimutatására). Az MPI megbízhatóan érzékeli a felületi és felületközeli folytonossági hiányokat ferromágneses acélokban. Rockwell keménységvizsgálat igazolja, hogy a hőkezelés elérte a célkeménységet a rúd keresztmetszetében. A specifikáción kívüli keménységi értékek helytelen ausztenitesítési hőmérsékletet, nem megfelelő kioltási sebességet vagy temperálási hibákat jeleznek. Méretvizsgálat A CMM berendezéssel ellenőrzi a furatátmérőket, a középponttól a középpontig terjedő hosszt, a szár egyenességét és a súlyt. A rúdkészlet súlyának összehangolása kritikus a motor egyensúlya szempontjából. Fáradtsági vizsgálat az egyes tételekből származó mintarudakon megerősíti, hogy a tétel megfelel az ügyfél által meghatározott szerkezeti integritási követelményeknek vagy a vonatkozó ASTM/SAE szabványoknak.
A precíziós kovácsolási minőségbiztosítási rendszerekben alkalmazott vizsgálati módszerek és szabványok teljes részletezéséhez tekintse meg ezt a forrást: kohászati vizsgálati módszerek és minőségellenőrzés a kovácsolásban .
Hogyan válasszunk kovácsolórudak gyártóját
Nem minden kovácsoló beszállító rendelkezik arra, hogy precíziós tűréshatárig hajtórudakat gyártson. Az alkatrész geometriája – hosszú tengely, változó keresztmetszet, szűk furatkövetelmények – olyan speciális berendezés-konfigurációkat és folyamatszabályozást igényel, amelyeket az általános célú kovácsműhelyek nem tarthatnak fenn.
A beszállító értékelését a következő kritériumoknak kell vezérelniük:
- Berendezés képesség: A szállítónak erre a célra kialakított hajtórúd-kovácsolósorokat kell üzemeltetnie hengeres kovácsolási előforma képességgel, hozzáillő kovácsolás előtti és végső kovácsolószerszámokkal, valamint integrált vágó/lyukasztó állomásokkal. Az egynyomásos kovácsolás általános kalapácson nem megfelelő precíziós rudak esetében.
- Anyagtanúsítás: Minden beérkező rúdkészlethez és folyamat közbeni vegyi elemzéshez malomtanúsítványt kell megkövetelni. A 4340-es fokozatú rudak esetében ellenőrizze, hogy az ötvözet megfelel-e az ASTM A29-nek vagy azzal egyenértékűnek, és hogy a hő nyomon követhető-e a tuskótól a kész rúdig.
- A hőkezelés szabályozása: Győződjön meg arról, hogy a szállító szabályozott atmoszférájú hőkezelő kemencéket üzemeltet kalibrált egyenletes hőmérsékleten. Az ellenőrizetlen atmoszféra dekarbonizálódást okoz a rudak felületén – ez a fáradtság kialakulásának kockázata, amelyet nehéz észlelni és lehetetlen visszafordítani.
- MPI és méretellenőrzési infrastruktúra: A házon belüli, alvállalkozásba nem kötött MPI-képesség biztosítja, hogy a tesztelési gyakoriság és a lefedettség megfeleljen a gyártási ütemnek.
- Törési felosztási képesség: Gépjárműipari OEM-programok esetén ellenőrizze, hogy a beszállító rendelkezik-e repedéshasító berendezéssel, és képes-e bemutatni a gyártási sorozatok furatkerekségi adatait.
- Testreszabás és prototípus készítés: A nem szabványos motorplatformok esetében jelentős előnyt jelent a beszállító képessége új szerszámkészletek tervezésére és vágására, prototípus-tételek futtatására és a geometria iterálására.
A Jiangsu Nanyang Chukyo Technology precíziós préskovácsolásokra specializálódott az igényes alkalmazásokhoz mérnöki gépek and jármű sebességváltó rendszerek , házon belüli hőkezeléssel, MPI teszteléssel és teljes méretellenőrzési lehetőségekkel. Az egyedi kovácsolási megoldásokat igénylő projekteknél a egyedi fémkovácsolás szállító kiválasztási útmutató további kritériumokat vázol fel a partnerek összetett geometriákon történő értékeléséhez.










Termékeink elsősorban kovácsolt alkatrészek előállítását foglalják magukban az autóipar, az építőipari gépek iparának, az ipari műszeres iparnak és a folyadékfelszerelések iparának.
Gyors linkek
Termék -linkek
Vegye fel velünk a kapcsolatot
-
Address:No. 5. Junrong Road, Daitou város, Liyang City, Jiangsu tartomány, Kína
-
Tel:+86-18112316383
